
Cylinder Honing 101: Matching Your Abrasive Stones to Modern Ring Materials
Jun 19th 2026
When we rebuild high-performance engines today, we aren't working with the forgiving cast iron rings of the past. Modern power plants demand thin-faced steel, chrome, or plasma-moly rings to reduce friction and withstand immense cylinder pressures. Achieving a perfect ring seal now requires an exact, scientific approach to cylinder wall texturing that matches these advanced materials.

Decoding the Abrasive: Silicon Carbide vs. Diamond
Selecting our abrasive stone is dictated strictly by the block metallurgy and ring coating. For traditional cast iron blocks running plasma-moly rings, silicon carbide stones provide the ideal, sharp cutting action to create an excellent base. However, when we finish hardened liner materials or use modern steel rings, diamond stones are necessary to achieve precise, repeatable plateau finishes without fracturing the crystal structure of the metal.
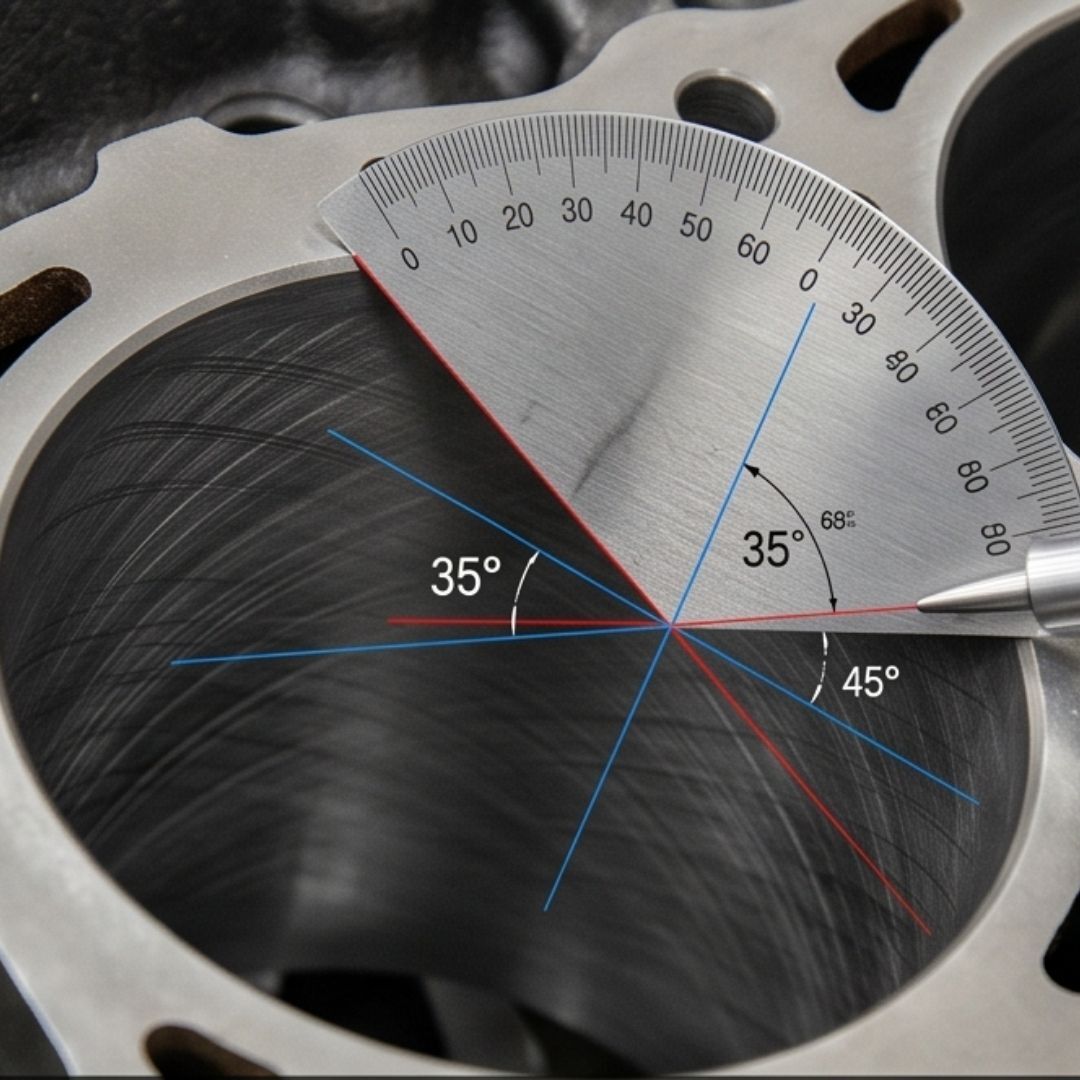
Geometry of the Bore: Managing Crosshatch Angles
The crosshatch angle directly influences how oil is retained and how the ring face glides. We aim for an intersection angle between 30 and 45 degrees to ensure proper lubrication. If our angle is too steep, oil drains away too rapidly, starving the rings; if it is too flat, the rings will skate, causing localized overheating and premature blow-by.

Lubrication Dynamics: The Role of Honing Oil
We cannot overstate the importance of using a highly specialized, sulfurized honing oil during the final passes. Standard motor oils or lightweight solvents fail to suspend micro-debris properly, causing microscopic torn and folded metal on the cylinder surface. Our dedicated cutting lubricants actively flush away these abrasive particles, ensuring clean valleys and flat plateaus that prevent ring face loading.

Achieving the Plateau: Final Brush Finishing
The final step in our process involves shifting from cutting to conditioning using flexible nylon abrasive brushes. This plateau brushing removes the microscopic "peaks" left behind by the honing stones, leaving a smooth surface with deep valleys intact. By performing this step, we drastically reduce the initial engine break-in wear period and ensure immediate, permanent ring seating.
Understanding these advanced cylinder wall demands ensures your custom engine builds deliver maximum compression and longevity. As engine tolerances tighten, choosing the correct combination of abrasives, fluids, and geometric precision is exactly what separates an average build from an elite one. At Regis Manufacturing, we engineer the precise lineup of professional-grade hone stones, flexible plateau brushes, and high-performance lubricants required to master these modern finishes. Explore our technical catalog today or reach out to our team for custom abrasive recommendations.


